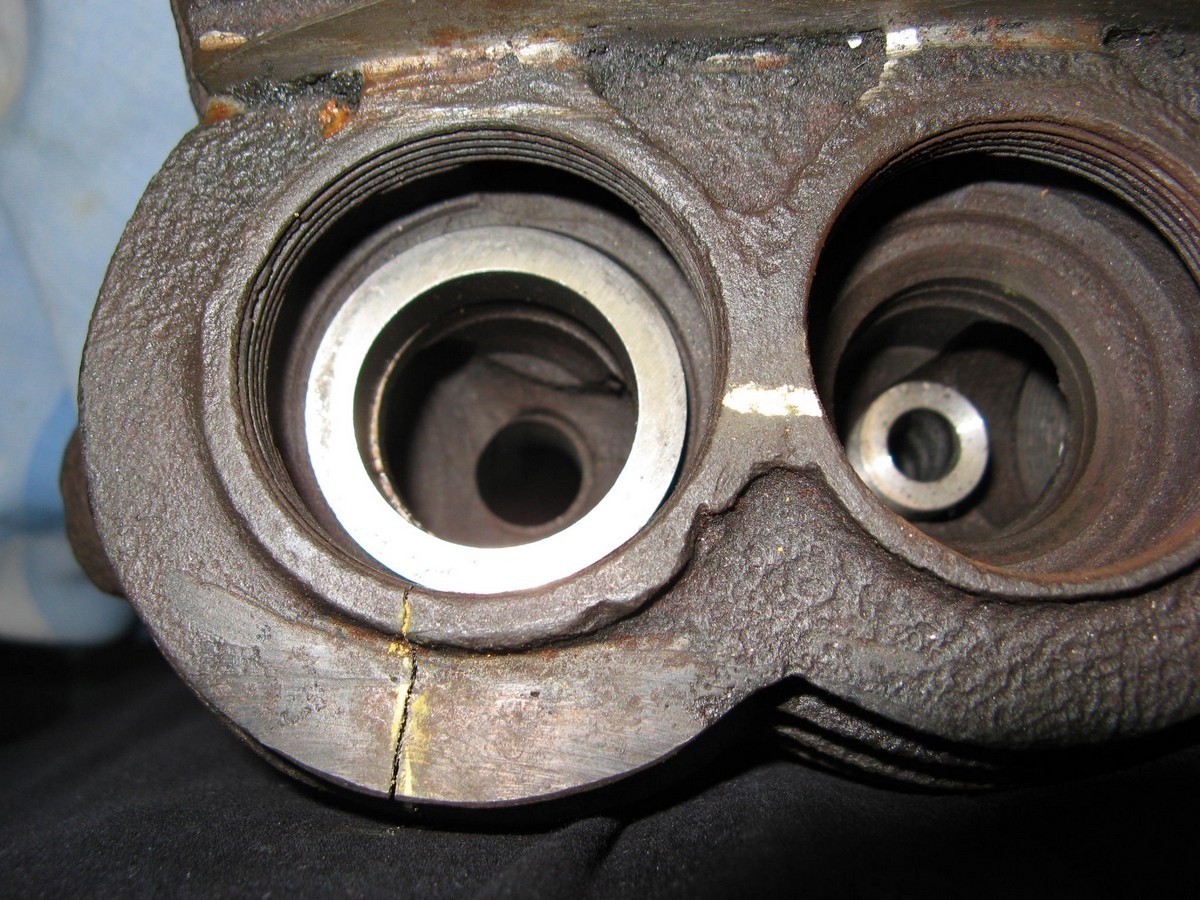
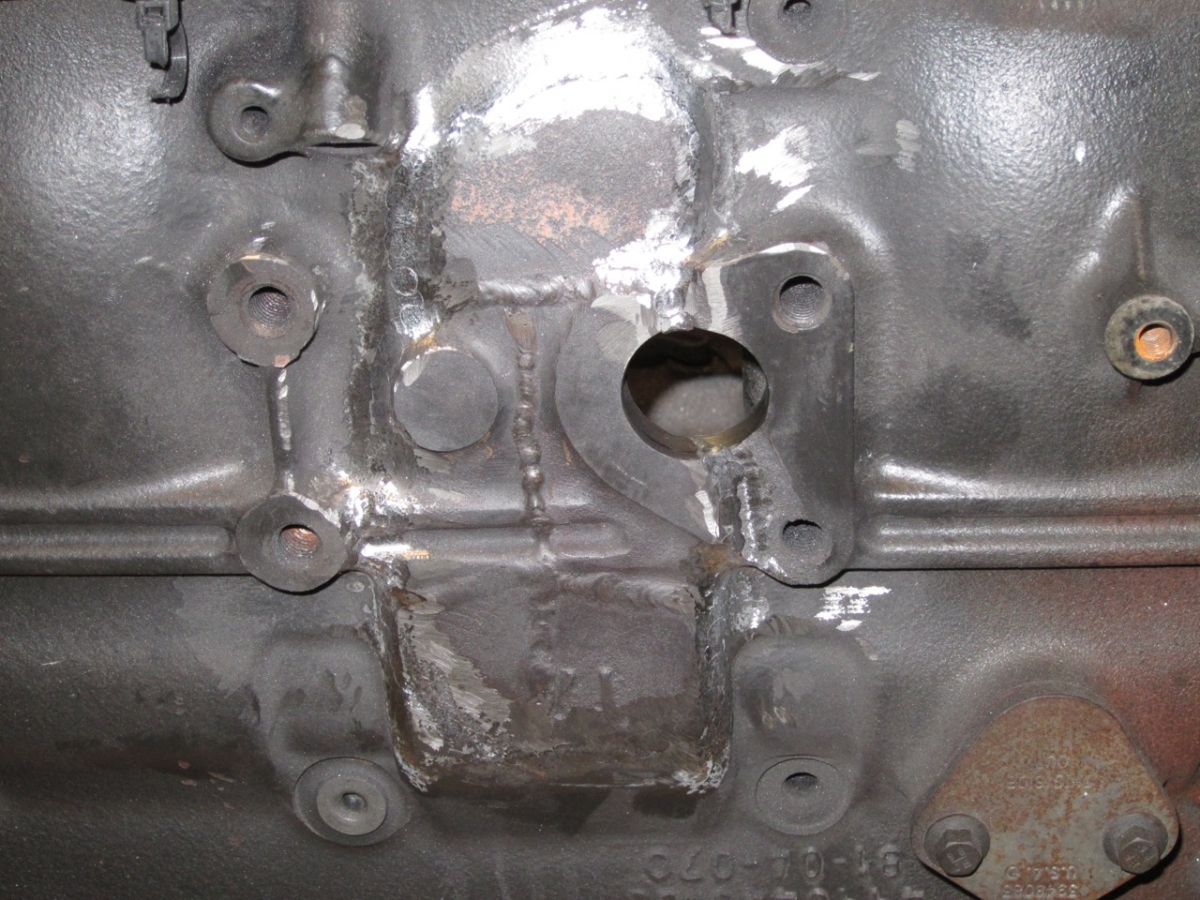
| 2.3. Repair of a crack between INDIAN motorcycle cylinder valve plug threaded holes using a LOCK&STITCH technology and 1 threaded pin. The crack is in a very narrow spot and the existing valve plug threads do not allow the use of any brazing or fusion welding methods. The threaded pin has “saw tooth" thread and a "dovetail" under the head thus allowing to draw the two sides of the crack together and to relieve the stress. After braking off the hexagon screw head the remainder of the screw has been skimmed smooth.
ON CAST IRON MOTORCYCLE CYLINDER AND HEAD REPAIRS.
JURIS RAMBA
I would like to touch on a subject which I found has not been covered adequately in most motorcycle restoration books – it is about successful repairs of cast iron cylinders, heads and other intricate cast iron parts. One of the biggest headaches of a restorer nowadays still is -- how to efficiently repair cracks, broken exhaust stubs, repair threads, etc.
Most people will try to obtain professional help when/if they run into problems with cast iron, but it would be important for general knowledge to know what technologies exist and what to expect in what quality, what can be the drawbacks or pitfalls of different techniques and materials. As with most other restoration jobs the restorer or the “project manager” must know the restoration subject well enough in order to control the quality, especially if/when things can go wrong… It is like playing chess, you have to be ready to predict at least 3 moves ahead so that nothing goes unnoticed or is spoilt because of lack of foresight or experience. The problem with very old cast iron material is that it is in most cases irreplaceable, so it becomes a nightmare and we will lose our night’s sleep until the part is returned hopefully much better than it was before anything was attempted…
Continuous experimentation, restoration work and challenges involved will weather ones competence and mistakes made will teach lessons, how not to do it or how to do it properly -- next time. Above all it takes perseverance, patience and even courage to see the process through to a successful finish. The fruits, if worthwhile, can be very rewarding.
Most of the orthodox old-time basic methods of welding cast iron involve the use of an oven, big enough to heat the part to be welded to red hot condition and to anneal it in the oven after the welding is done to remove any stresses. Most MIG (Metal Inert Gas), TIG (Tungsten Inert Gas), SMAW (Shielded Metal Arc Welding) or Stick Welding and Oxy-Acetylene welding without proper pre-heating and post-heating will produce unpredictable results, more cracks, poor quality welds or totally destroyed parts, especially if done on old cast iron cylinders or heads. On rare occasions though the results can be satisfactory, but these cannot be taken for granted with any future welding jobs on cast iron. Besides even pre- and post-heating in an oven does not guarantee against distortion of the whole component. Holes and bores can get elongated, parts can literally “grow” in size and they can soften, depending on the material they are made in.
Often the results are influenced by the type of cast iron used, whether it is gray, ductile or mallible, how old it is and how saturated with oil and other contaminants it is. The experiences gained from welding modern types of cast iron do not work with any, centuries old cast iron because of the technical progress in metallurgy.
As with most welding jobs the cleaner the part to be welded the better. Cast iron welding in most cases will produce unsightly pores on the surface of the seam and inside the seam as well. These pores are trapped bubbles, which come out as holes if the weld is filed or ground. One good method is to heat the parts to be welded with a propane/air torch to burn out the oil that has saturated the parts. It is surprising how much better the part is welding after burning out oil.
Besides the generally known methods of cast iron welding and brazing, there is a long forgotten and comparatively old-fashioned method called Flame Powder Spray. This method involves the use of a special Oxy-Acetylene torch, which has a small bunker with a trigger, which dispenses fine Nickel alloy powder through oxygen line unto the heated part. The powder is blown precisely where it is needed and can be deposited and melted in a thin or thick layer. The trigger must be pressed before the part starts to blue – i.e. before 300 degrees Centigrade is reached and the temperature of 1150 degrees Centigrade can be reached very soon. No pre-heating is necessary as such. There are different sizes of nozzles to be used according to the size of the job. The parts must be properly cleaned, V-grooved and if possible sandblasted or ground accordingly. After the Flame Powder Spray welding is done the part should be wrapped in a fiberglass blanket or even better submerged in Vermiculate powder, which helps to dissipate heat evenly and will hold the heat for many hours. Any ventilation or access of cold air into the room should be avoided. It is best to leave the parts covered and in peace for a few hours.
This welding method is the best method that can be used successfully for the restoration of old cast iron parts without pre-heating and after heating in an oven. Due to good penetration and diffusion into the parent metal this method does not produce porosity or cracks.
Different HRC (Rockwell Hardness) Nickel base powders are available. For cast iron motorcycle cylinders HRC 15 is preferable because the weld seams can be worked easily with a file or machined, drilled and threaded. HRC 40 or higher would be a good material for worn steel gearbox shafts. These powders are actually round particles of Nickel alloy manufactured by blowing molten metal into water and then calibrating it to a certain size.
Threaded stubs can be best made from used cast iron car camshafts. The thread would have to be protected by covering with a piece of thin stainless steel strip, which can be secured with a stainless steel wire wound around it and scrolled tight. Even if the strip will get welded to the exhaust stub it can be later easily removed and cleaned up with a file.
There are some advantages that rank this method above most others.
The most important advantage of Flame Powder Spray is that it can be successfully used on parts that would be subsequently Nickel plated. The lack of pinholes, cracks and pores make it possible. It is especially handy when rebuilding old cylinders, intake manifolds, highly corroded fork parts or lugs and other similar parts that need to be subsequently plated. One must not forget to warn the plater that the part to be plated has a thick deposit of welded Nickel, otherwise he may try to remove it thinking that it is old plating.
It also provides a possibility of joining newly fabricated steel parts to the old cast iron parts.
Flame Powder Spray equipment also allows to spray bronze powder on bronze and steel parts without the necessity to use flux.
Due to the high penetration ability of molten Nickel alloy powder into cast iron the resulting welds are very strong and uniform. You can build up missing material with no practical limits. Fill holes, repair cracks, add broken or missing cylinder base flange, etc.
If there are holes, segment recesses or even threads that need to be retained or protected from filling with weld, soft carbon material can be shaped and used with imagination in these recesses or threads for subsequent retention of the original shapes.
The down side of this method is the high cost of Nickel powder and its carcinogenic nature. A fresh air facemask is a must as is protective clothing and appropriate goggles.
Another cautionary note – do not use this method on cracks in automobile cylinder heads or blocks. It will not work with this application! One can add a broken off bracket or stub to a cylinder block corner or fill heavy corrosion pitting in cast iron automotive cylinder heads with Flame Powder Spray, but it is best to stay away from cracks in blocks and heads with this method. Lloyds Register of Ships only approves metal stitching with pins for cracks in marine engine blocks and heads.
One of the best methods for repairing broken off ribs on air-cooled cast iron cylinders is brazing with silver or bronze rod. Lower temperature silver brazing is best for any work that is done in close proximity to the cylinder – just to avoid too much distortion to the bore. Bronze rod is cheaper and thus can be used to join broken off pieces on top of the ribs where higher brazing temperature would not matter much. Brazing in general will not cause as much stress and cracks as with other types of arc welding where harder materials are used.
Finally a few words on cold metal stitching with metal pins. Air-cooled motorcycle cylinders may have a few weak spots where welding and/or brazing cannot be used for a successful repair, unless one can get involved with production of expensive jigs, taps and/or use of appropriate equipment. Even then the anticipated results are not always achieved.
One such area is cracks between threaded valve plug holes on side valve cylinders. These can be successfully repaired using a single Lock&Stitch threaded pin, which has a “saw-tooth” thread and a “dove-tail” under the head. The repair is done by first drilling an appropriately sized hole in the middle of the crack. Then it is threaded with a “saw-tooth” tap and then the “dove-tail” recess is machined on top with a special cutter. The pin is screwed down and tightened snugly until the hex head breaks off. The final operation is machining the protruded head stub to allow for smooth finish for the valve plug copper gasket.
| 



































































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
